

عيوب اللحام Welding defects
ثانيا:عيوب ناتجه عن طرق اللحام
Welding process related
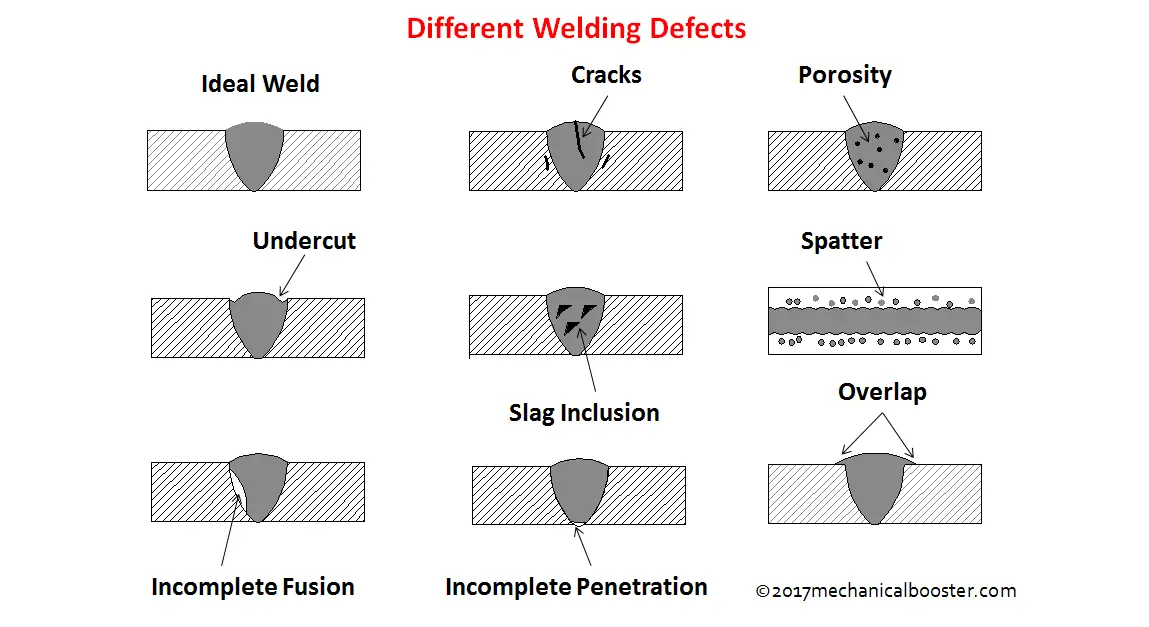
 1- نقص في الغرز ( النفاذية ) Lack of Penetration ( LOP
1- نقص في الغرز ( النفاذية ) Lack of Penetration ( LOP2-نقص غرز مستمر لمسافة Incomplete or Lack of Penetration ( LOP )
3- ثقب في الغرز Burn Through
4- نقص في الانصهار Incomplete Fusion
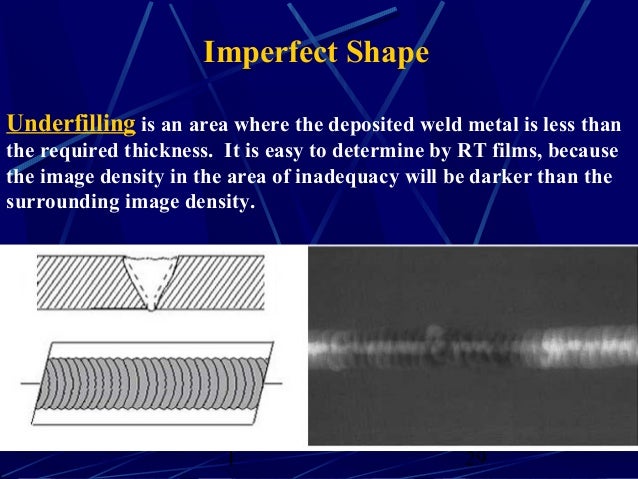
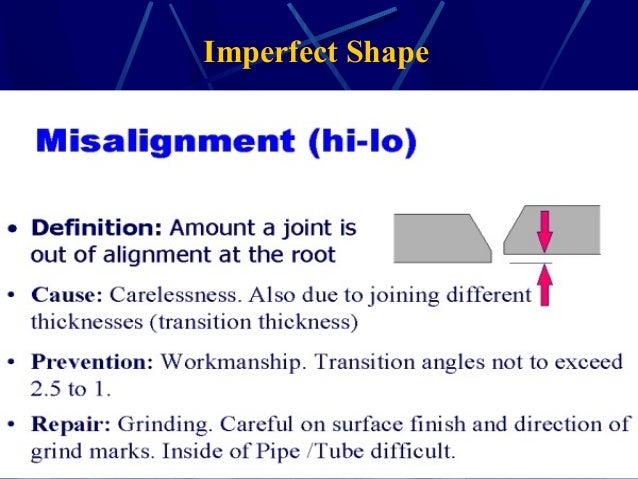
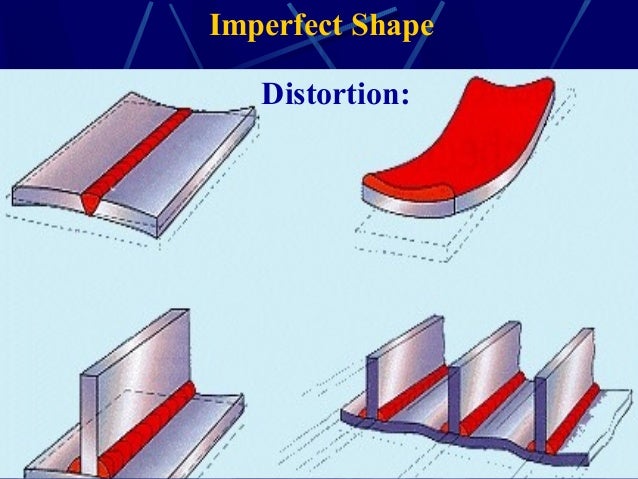
5- الشكل غير التام Imperfect Shape
6- نقص في التعبئة Lack of filling (Under Fill)
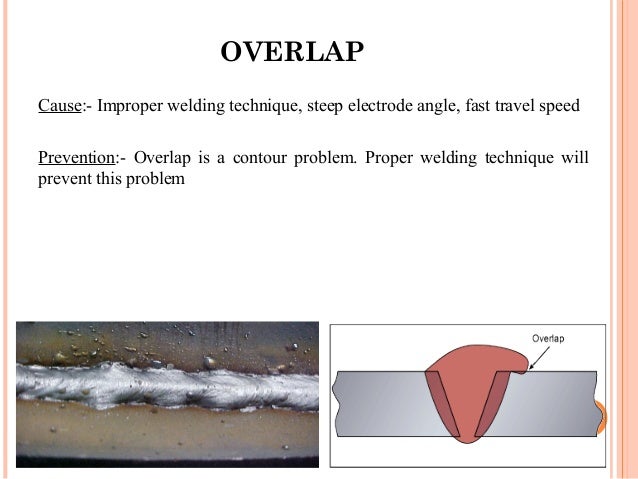
7-التراكب Overlap
8- عين السمكة (Fisheye) :
9- الانعزال (Segregation) :
10- طرطشه أو ترشاش (Spattering ) :
11- تشريز أو احتراق القوس(Arc strikes or Arc burns) :
12- Metallic Inclusion
عيوب ناتجه عن طرق اللحام Welding process related) نقص في الغرز ( النفاذية ) Lack of Penetration ( LOP-
1-نقص في الغرز ( النفاذية ) Lack of Penetration ( LOP

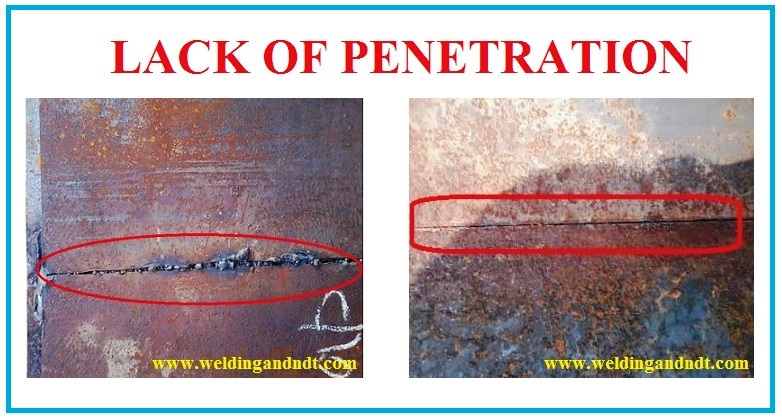
- انواعه
- نقص غرز مستمر لمسافة Incomplete or Lack of Penetration ( LOP )
- ثقب في الغرز Burn Through
- الأسباب :
- سلك لحام غير مناسب.
- فتحة الجذر في الوصلة التقابلية غير مناسبة اما كبيرة او صغيرة
- قلة خبره و عدم اهتمام من اللحام.
- اندفاع تيار هواء أثناء اللحام.
- سلك لحام غير مناسب.
- فتحة الجذر في الوصلة التقابلية غير مناسبة اما كبيرة او صغيرة
- قلة خبره و عدم اهتمام من اللحام.
- اندفاع تيار هواء أثناء اللحام.
2-2-3-3- طريقة اكتشافه
- التصوير بالأشعة (جاما أو اكس).
- الكشف بالموجات فوق الصوتية
2-- نقص في الانصهار Incomplete Fusion
- التصوير بالأشعة (جاما أو اكس).
- الكشف بالموجات فوق الصوتية
2-- نقص في الانصهار Incomplete Fusion

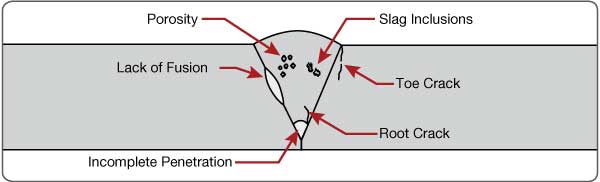
النقص في الانصهار هو احد عيوب اللحام التي تصف عدم اكتمال انصهار سلك اللحام مع المعدن الاساس.
- الأسباب :
- شدة التيار منخفضة
- سرعة اللحام زائدة عن الحد الصحيح.
- سلك لحام غير مناسب قطر اكبر من المطلوب
- عدم نظافة سطح المعدن قبل اللحام وعدم ازالة طبقة الصدأ الثقيلة من على سطح المعدن بالكامل.
- وجود زيوت او شحوم او دهان على سطح المعدن.
- قلة خبره و عدم اهتمام من اللحام و استخدام تيار اقل من المطلوب لحدوث الاندماج
- شوائب صلبة بمجرى او منطقة اللحام بسبب اندفاع تيار هواء أثناء اللحام.
- أنواعه:
- وجود فراغ بين خط اللحام والمعدن الاساس
- درجة الحرارة لم تكن كافية لإكمال عملية انصهار واندماج خط اللحام مع المعدن الاساس.
- وجود مادة غريبة بين خط اللحام والمعدن الاساس
- عدم انصهار بين طبقات اللحام و بعضها Inter Pass Cold Lap
- عدم انصهار بين المعدن الاساس و طبقات اللحام
lack of fusion between weld and base metal
lack of fusion between weld and base metal
- نقص في الانصهار في منطقة الجذر للحام
lack of fusion in the area of weld root
lack of fusion in the area of weld root
يعد عيب النقص في الانصهار من العيوب الخطيرة التي يجب اصلاحها وخصوصاً عندما يكون اللحام مصمما ًللخدمة في الظروف الباردة او يكون معرضاً للتحميل التصادمي او التحميل الدوري (اجهادات الكلال ( Fatigue Stress) مثل المنشآت المعدنية التي تتعرض للرياح.
- طريقة اكتشافه
- الكشف بالموجات فوق الصوتية
- الكشف بالموجات فوق الصوتية
- الشكل غير التام Imperfect Shape
الشكل غير التام لخط اللحام هو عيب في الشكل الظاهر لخط اللحام والمنطقة المجاورة له
-القطع (النحر) السفليUnder Cut
هو عيب سطحي يظهر كمجرى او اخدود في المعدن الاساس وذلك مباشرة على طول حافة خط اللحام
هو عيب سطحي يظهر كمجرى او اخدود في المعدن الاساس وذلك مباشرة على طول حافة خط اللحام





- انواعه:
- قطع خارجي ومن الاعلىExternal or Crown Undercut
- قطع خارجي ومن الاعلىExternal or Crown Undercut
- قطع داخلي (في الجذر)Internal or Root Undercut
- أسبابه :
- استخدام أمبير مرتفع
- سرعة اللحام بطيئة
- استخدام سلك لحام غير مطابق
- طريق اكتشافه:
- التصوير بالأشعة (جاما أو اكس)
- الكشف بالموجات فوق الصوتية
- بالنظر إن أمكن ذلك
3- نقص في التعبئة Lack of filling (Under Fill)هو عدم اكتمال اللحام بالحجم المطلوب (حسب المواصفات)
- استخدام أمبير مرتفع
- سرعة اللحام بطيئة
- استخدام سلك لحام غير مطابق
- طريق اكتشافه:
- التصوير بالأشعة (جاما أو اكس)
- الكشف بالموجات فوق الصوتية
- بالنظر إن أمكن ذلك
3- نقص في التعبئة Lack of filling (Under Fill)هو عدم اكتمال اللحام بالحجم المطلوب (حسب المواصفات)
4- التراكب Overlap
هو عيب في اصبع الحام ناجم عن تدفق معدن اللحام على سطح المعدن الرئيسي دون الانصهار والاندماج معه.

5- دعم مبالغ فيه (تقوية اللحام الزائدة)
Excess weld reinforcement



عيوب مختلفة
- عين السمكة (Fisheye) :تظهر على السطح في وصلة اللحام وقد تون فجوة او تضمنات لشوائب محاطة بمساحة مستديرة لامعة. وغالباً ما تحدث عند نهاية سلك اللحام0


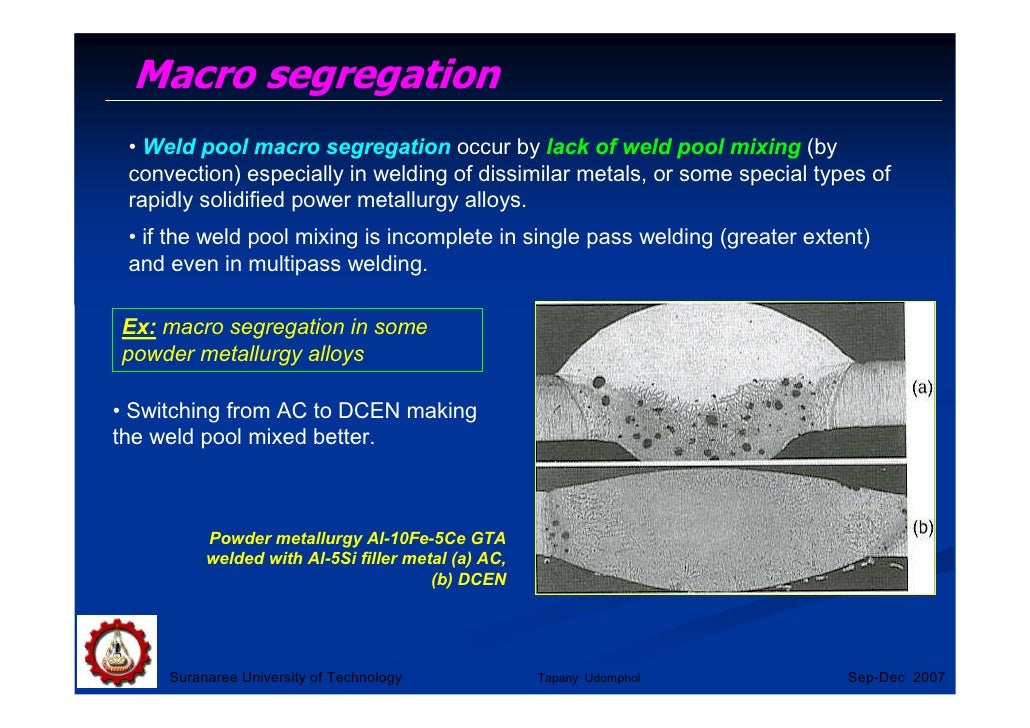
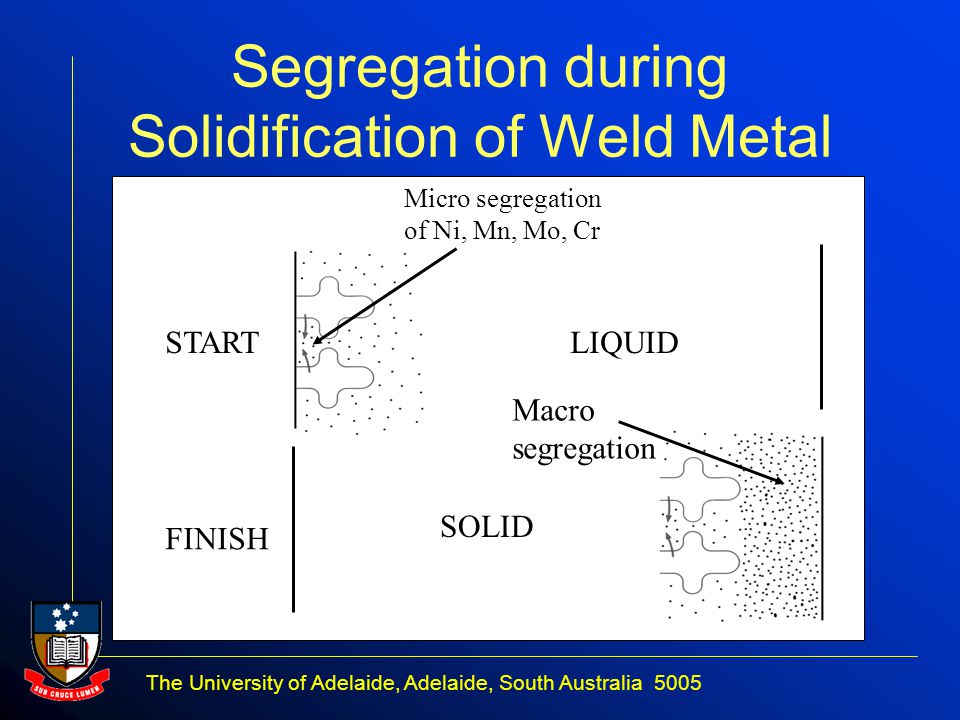
- الانعزال (Segregation) :
وهو عدم التجانس في توزيع العناصر السبائكية أو الشوائب الدخيلة الذى يحدث أثناء تجمد وصلة اللحام حيث يميل الحديد الى التصلب اسرع من بقية العناصر للسبيكة مما يؤدي الى تجمع العناصر الاخرى في وسط السبيكة وبالتالي يؤدي الى حدوث تشققات.
وهو عدم التجانس في توزيع العناصر السبائكية أو الشوائب الدخيلة الذى يحدث أثناء تجمد وصلة اللحام حيث يميل الحديد الى التصلب اسرع من بقية العناصر للسبيكة مما يؤدي الى تجمع العناصر الاخرى في وسط السبيكة وبالتالي يؤدي الى حدوث تشققات.
- طرطشه أو ترشاش (Spattering ) :
اجزاء متطايره من سلك اللحام خارج معدن اللحام المترسب ولا تشكل جزء منه وتحدث بسبب نفخ القوس مما يسبب تناثر قطرات معدن المليء حول خط اللحام .
اجزاء متطايره من سلك اللحام خارج معدن اللحام المترسب ولا تشكل جزء منه وتحدث بسبب نفخ القوس مما يسبب تناثر قطرات معدن المليء حول خط اللحام .
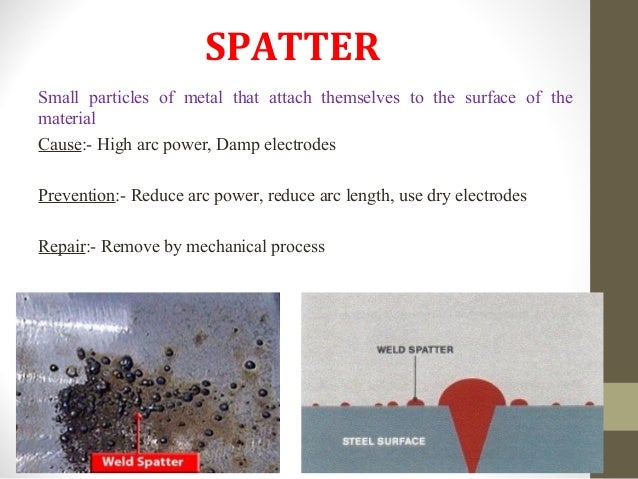





 - اسبابها
- اسبابها- الاختيار الخاطئ للألكترود.
- الاختيار الخاطئ للتيار.
- اسلوب الحام غير المناسب.
- للتقليل من حدوث الطرطشة يمكن اتباع التعليمات التالية:
- استعمال التيار المتردد AC
- المحافظة على طول قوس مناسب
- استخدام نوع الألكترود السليم حسب شدة التيار ووضع اللحام.
- تشريز أو احتراق القوس(Arc strikes or Arc burns) :
ينتج عن اعاده انصهار موضعي لمعدن الاساس أو المنطقة المتأثرة حراريا أو سطح اللحام بسبب خطأ في التعامل مع القوس (تشريز)
 .
.


- Metallic Inclusion
هي شوائب معدنية (تنجستن) تحدث أثناء اللحام بطريقة ال GTAW , PAW
هي شوائب معدنية (تنجستن) تحدث أثناء اللحام بطريقة ال GTAW , PAW
سبب هذا العيب التصاق التنجستن في الوصلة أثناء اللحام










0 تقييمات:
أكتب تقييمك